در حین جوشکاری تعدادی از نیروها بر روی ابزار عمل می کنند:
- یک نیروی رو به پایین برای حفظ موقعیت ابزار در بالا یا زیر سطح قطعه لازم است.
- برخی از ماشین آلات جوشکاری اصطکاکی اغتشاشی با بار تحت کنترل عمل کنند،
- اما در بسیاری از موارد موقعیت عمودی ابزار از پیش تعیین شده است و بنابراین بار در طول جوشکاری متفاوت است
- نیروی در جهت مسیر جوش موازی با حرکت ابزار اعمال می شود
- از آنجایی که این نیرو از مقاومت قطعه کار در مقابل حرکت ابزار تولید می شود
- با افزایش دمای ماده اطراف ابزار کم میشود
- نیروی جانبی ممکن است عمود بر مسیر حرکت ابزار در جهت خط جوش اعمال شود.
- گشتاوری که برای حرکت چرخشی ابزار مورد نیاز است مقدار آن به نیروی در جهت پایین و ضریب اصطحکاک بستگی دارد.
برنامه های کاربردی جوش اصطکاکی Friction Stir Welding
این فرآیند در درجه اول در صنعت برای پیوستن به آلیاژهای آلومینیوم در هر درجه ، اعم از ریخته گری ، نورد یا اکسترود ، استفاده می شود.
نشان داده شده است که FSW بسته به درجه آلیاژ و قابلیت دستگاه FSW اتصالات لب به لب آلیاژ آلومینیوم را با ضخامت بین 0.3 میلی متر و 75 میلی متر جوش می دهد.
مواد دیگری که با FSW پیوند خورده اند شامل آلیاژهای منیزیم ، تیتانیوم ، مس ، نیکل و فولاد هستند ،
در حالی که پلاستیک ها و کامپوزیت های ماتریس فلز (MMC) نیز مورد بررسی قرار گرفته اند.
همچنین نشان داده شده است که این فرآیند می تواند به ترکیبات غیر متفاوتی از این مواد از جمله آلومینیوم به فولاد بپیوندد.
FSW برای کاربردهای مختلف در صنایع مختلف از هوا فضا گرفته تا کشتی سازی و راه آهن تا الکترونیک از جمله سینی های باتری EV مورد استفاده قرار گرفته است.
خصوصیات مکانیکی و ریزساختار
خصوصیات مکانیکی آلیاژهای آلومینیوم جوش داده شده با اصطکاک بهتر از آن است که در سایر فرآیندهای جوشکاری مانند جوشکاری قوس مشاهده می شود.
با توجه به خصوصیات مکانیکی FSW جوش اصطکاکی Friction Stir Welding ، این فرآیند معمولاً دارای سه ناحیه ریزساختاری اصلی است. یک ناخن جوش ، یک منطقه تحت تأثیر حرارت مکانیکی (TMAZ) و یک منطقه تحت تأثیر گرما (HAZ).
در حالی که هر قطعه جوشکاری و TMAZ “مناطق تحت تأثیر مکانیکی حرارتی” هستند ،
اما در مورد ویژگی های ریزساختاری به طور جداگانه در نظر گرفته می شوند.
دلیل این امر این است که قطعه جوش مجدداً تبلور مجدد پویا را تجربه می کند در حالی که TMAZ این کار را نمی کند.
با این حال ، ترکیب دقیق و میزان ترکیب ریزساختاری در این مناطق به مواد و شرایط پردازش بستگی دارد.
به عنوان مثال ، این موارد می توانند بسته به عواملی مانند پارامترهای جوشکاری و طراحی ابزار FSW مورد استفاده تغییر کنند.
چه مزایایی دارد؟
جوشکاری اصطکاکی با همزن مزایای زیادی نسبت به فرآیندهای جوشکاری قوس الکتریکی معمولی دارد. این شامل:
به عنوان یک فرآیند جوشکاری حالت جامد ، FSW یک روش اتصال بدون نقص و بدون ترک خوردگی داغ ، تخلخل یا ترک انجماد است
با توجه به دمای پایین تر ، کاهش و انحراف در ماده پیوسته وجود دارد
بدون نیاز به مواد پرکننده ، شار یا گاز محافظ برای آلیاژهای آلومینیوم
FSW سازگار با محیط زیست است زیرا هیچگونه بخار ، پاشش یا اشعه ماورا بنفش تولید نمی کند
با استفاده از فن آوری ابزار ماشین ، فرآیند را به صورت خودکار آسان می کند ،
بسیار قابل تکرار است و نیاز به جوشکارهای ماهر را کاهش می دهد می تواند در هر موقعیتی کار کند
خواص مکانیکی خوب ، که برای آلیاژهای آلومینیوم معمولاً برابر یا بیشتر از آن است که با فرآیندهای رقابت بدست می آید
کم مصرف
قادر به پیوستن به بسیاری از آلیاژهای آلومینیوم “غیر قابل جوشکاری”
مانند آلیاژهای سری 2xxx و 7xxx
بدون نیاز به آماده سازی لبه خاص در بیشتر برنامه ها
معایب چیست؟
- در حالی که جوشکاری اصطکاکی با همزنی مزایای بسیاری را ایجاد می کند
- محدودیت های کمی در ارتباط با روند وجود دارد. این شامل:
- پس از برداشتن ابزار از مواد قابل اتصال ، از سوراخ خارج شوید.
- با این حال ، این را معمولاً می توان در طراحی قطعه یا با استفاده از زبانه های اجرا / خاموش حساب کرد
- نياز به نيروي نزولي قابل توجه و نيروهاي عبوري بدان معناست كه
- بستن قطعاتي كه بايد بهم متصل شوند نسبت به جوش هاي قوسي قابل توجه تر است
- شکاف بین قطعاتی که باید به هم متصل شوند
- باید کنترل شود و هیچ ماده پرکننده ای در فرآیند استفاده نمی شود
تاریخ جوش اصطکاکی Friction Stir Welding
جوشکاری اصطکاکی توسط وین توماس در TWI در سال 1991 اختراع شد ، و حق ثبت اختراع ثبت شده در اروپا ، ایالات متحده آمریکا ، ژاپن و استرالیا بود.
کارهای بیشتر برای مطالعه فرآیند در TWI در سال 1992 با پروژه ای تحت عنوان “توسعه روش جدید اصطکاک همزن برای جوشکاری آلومینیوم” انجام شد.
تولید صنعتی با استفاده از FSW در اواسط دهه 1990 در حال انجام بود
و این یکی از کمترین زمان است دوره هایی که هر فرآیند جوشکاری از اختراع به کاربرد گسترده می رود.
تخصص جوش اصطکاکی Friction Stir Welding
TWI در طول سالها تحقیق و توسعه به توسعه دانش گسترده ای در مورد فرآیند جوشکاری اصطکاک اصطکاک ادامه داده است.
این امر منجر به ایجاد تعدادی از انواع مختلف و فرآیندهای مرتبط مانند Bobbin FSW ، Stationary Shoulder FSW ، Supported FSW و AdStir شده است.
1. معرفی
دشواری ایجاد جوشهای مقاوم در برابر خستگی و مقاومت در برابر شکستگی در آلیاژهای آلومینیوم هوا فضا ،
مانند سریهای بسیار آلیاژی 2XXX و 7XXX ، مدتهاست که استفاده گسترده از جوشکاری را برای پیوستن به ساختارهای هوا فضا مهار می کند.
این آلیاژهای آلومینیوم به دلیل ساختار جوش اصطکاکی Friction Stir Welding ریز ساختار و تخلخل ضعیف در منطقه همجوشی ، به طور کلی غیر قابل جوشکاری طبقه بندی می شوند.
همچنین ، از دست دادن خواص مکانیکی در مقایسه با ماده پایه بسیار قابل توجه است.
این عوامل اتصال این آلیاژها توسط فرآیندهای جوشکاری معمولی را غیر جذاب می کند.
برخی از آلیاژهای آلومینیوم می توانند با مقاومت جوشکاری شوند ، اما آماده سازی سطح گران است ، و اکسید سطح یک مشکل اساسی است.
جوشکاری اصطکاکی (FSW) در سال 1991 در انستیتوی جوشکاری (TWI) انگلستان به عنوان تکنیک اتصال حالت جامد اختراع شد
و در ابتدا روی آلیاژهای آلومینیوم اعمال شد.
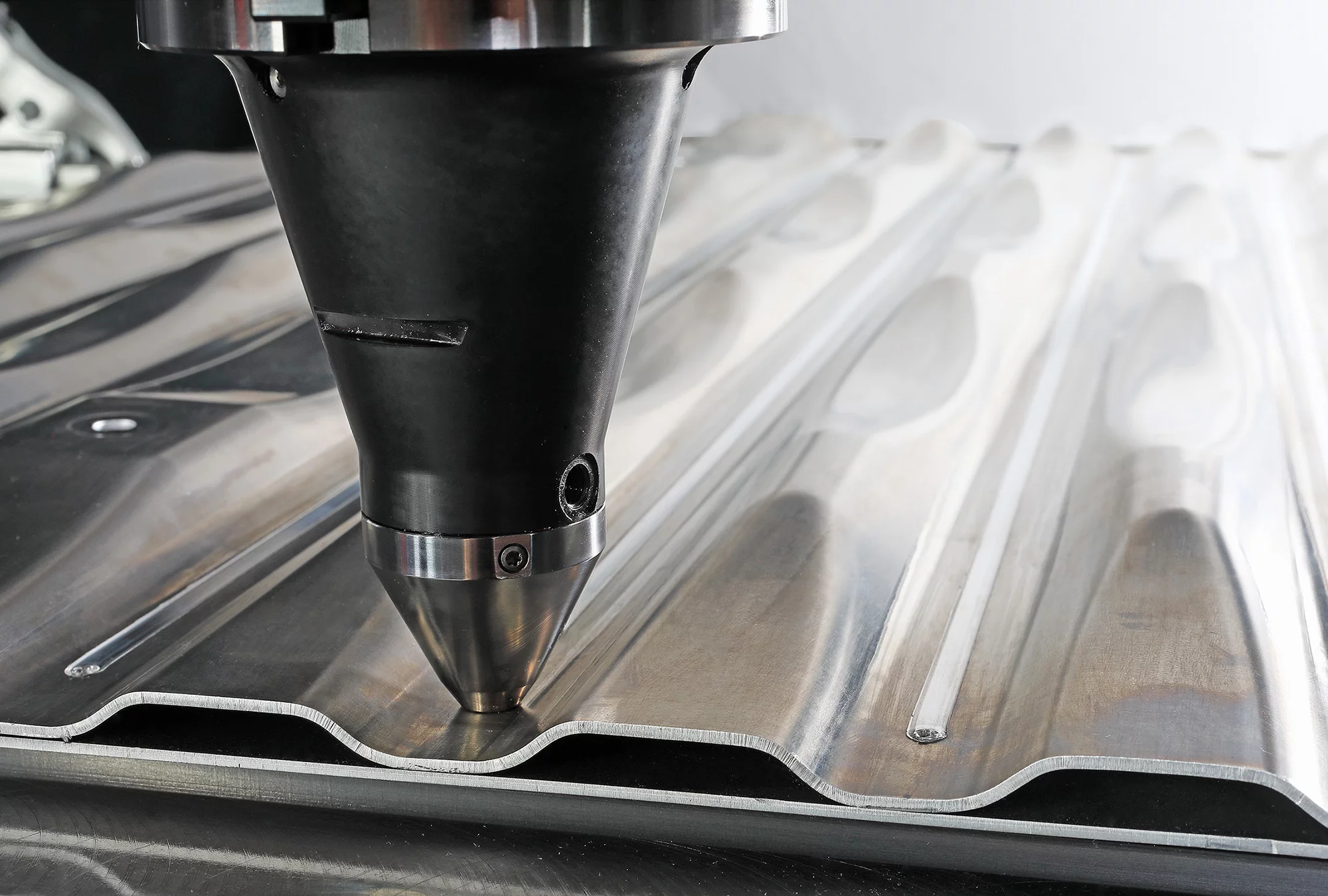
مفهوم اساسی FSW بسیار ساده است
یک ابزار چرخشی غیر قابل مصرف با یک پین و شانه مخصوص طراحی شده به لبه های تکیه ورق ها یا صفحات وارد می شود
تا در امتداد خط اتصال متصل شده و عبور کند (شکل 1).
این ابزار در خدمت دو عملکرد اصلی است: (الف) گرم کردن قطعه کار ، و (ب) حرکت مواد برای تولید اتصال. گرم شدن با اصطکاک بین ابزار و قطعه کار و تغییر شکل پلاستیک قطعه کار انجام می شود.
گرمایش موضعی باعث نرم شدن مواد اطراف پین می شود و ترکیبی از چرخش ابزار و ترجمه منجر به حرکت مواد از جلوی پین به پشت سنجاق می شود.
در نتیجه این فرآیند یک اتصال در “حالت جامد” تولید می شود. به دلیل ویژگی های مختلف هندسی ابزار ، حرکت مواد در اطراف پین می تواند کاملاً پیچیده باشد.
در طی فرآیند FSW ، ماده در دمای بالا دچار تغییر شکل شدید پلاستیک می شود و در نتیجه دانه های تبلور مجدد ریز و معادله ای برابر می شود.
ریزساختار خوب در جوشکاری اصطکاک باعث ایجاد خواص مکانیکی خوبی می شود.
FSW
مهمترین پیشرفت در اتصال فلزات طی یک دهه اخیر به شمار می رود و به دلیل بهره وری انرژی ، سازگاری با محیط زیست
و قابلیت استفاده از آن ، یک فناوری “سبز” است. در مقایسه با روشهای متداول جوشکاری ، FSW انرژی قابل ملاحظه ای
کمتری مصرف می کند. از گاز پوششی یا شار استفاده نمی شود ، در نتیجه فرآیند سازگار با محیط زیست است.
اتصال هیچ گونه استفاده از فلز پرکننده را شامل نمی شود
و بنابراین هر نوع آلیاژ آلومینیوم می تواند بدون نگرانی در مورد سازگاری ترکیب ،
که مسئله ای در جوشکاری فیوژن است ، به هم متصل شود. در صورت تمایل ، آلیاژهای آلومینیوم و کامپوزیت های غیر مشابه را می توان با سهولت برابر به هم پیوند داد
بر خلاف جوشکاری اصطکاکی سنتی ، که معمولاً روی قطعات کوچک متقارن محوری انجام می شود
که می توانند چرخانده شده و به یکدیگر فشار داده شوند تا مفصل ایجاد شود [11] ،
می توان جوشکاری اصطکاکی را به انواع مختلف اتصالات مانند اتصالات قنداق ، اتصالات دامان اعمال کرد
مفاصل لب به لب ، و مفاصل فیله [12]. مزایای اصلی FSW در جدول 1 خلاصه شده است.
مزایای متالورژی مزایای محیطی مزایای انرژی
- فرآیند فاز جامد بدون گاز محافظ لازم است استفاده بهتر از مواد (به عنوان مثال اتصال ضخامت های مختلف) باعث کاهش وزن می شود
- اعوجاج کم قطعه کار بدون تمیز کردن جوش اصطکاکی Friction Stir Welding سطح فقط 2.5٪ از انرژی مورد نیاز برای جوشکاری لیزر لازم است
- ثبات ابعادی و تکرارپذیری مناسب از بین بردن زباله های سنگ زنی کاهش مصرف سوخت در هواپیماهای سبک وزن ، برنامه های کاربردی خودرو و کشتی
- از بین رفتن عناصر آلیاژی حلال های مورد نیاز برای چربی زدایی را از بین ببرید
- خواص متالورژی عالی در منطقه مشترک صرفه جویی در مواد مصرفی ، مانند فرش ، سیم یا هر گاز دیگر
- ریزساختار خوب عدم وجود ترک خوردگی
چندین قسمت متصل شده توسط اتصال دهنده ها را جایگزین کنید
اخیراً پردازش همزن اصطکاکی (FSP) توسط Mishra و همکاران توسعه یافته است.
به عنوان ابزاری عمومی برای اصلاح ریزساختار بر اساس اصول اساسی FSW.
در این حالت ، یک ابزار چرخان در یک قطعه کار یکپارچه برای اصلاح ریزساختار محلی
برای افزایش خاصیت خاص قرار می گیرد. جوش اصطکاکی Friction Stir Welding به عنوان مثال ، فوق پلاستیسیته با فشار بالا در آلیاژ تجاری 7075Al توسط FSP بدست آمد.
بعلاوه ، از روش FSP برای تولید کامپوزیت سطحی روی بستر آلومینیوم [16] ،
همگن سازی آلیاژ آلومینیوم متالورژی پودر [17] ، اصلاح ساختار ریز ساختارهای ماتریس فلز [18] و افزایش خاصیت در آلیاژهای آلومینیوم ریخته شده [19] استفاده شده است.
FSW / FSP به عنوان یک روش پیوستن / پردازش بسیار جامد در حالت جامد در حال ظهور است.
در مدت نسبتاً كوتاهی پس از اختراع ، تعداد كمی از كاربردهای موفقیت آمیز FSW نشان داده شده است [20] ، [21] ، [22] ، [23]. در این مقاله ، وضعیت کنونی درک و توسعه FSW و FSP بررسی شده است.
 2. پارامترهای فرآیند
2. پارامترهای فرآیند
- FSW / FSP شامل حرکت پیچیده مواد و تغییر شکل پلاستیک است.
- پارامترهای جوشکاری ، هندسه ابزار و طراحی مشترک تأثیر قابل توجهی بر الگوی جریان مواد و توزیع دما دارند
- در نتیجه بر تکامل ریزساختار مواد تأثیر می گذارد.
- در این بخش ، به چند فاکتور مهم تأثیرگذار بر روند FSW / FSP
- مانند هندسه ابزار ، پارامترهای جوشکاری ، طراحی اتصال پرداخته شده است.
2.1 هندسه ابزار
هندسه ابزار مهمترین جنبه توسعه فرآیند است. هندسه ابزار نقشی اساسی در جریان مواد بازی می کند
و به نوبه خود سرعت پیمایشی را که می توان FSW را انجام داد تنظیم می کند. یک ابزار FSW از شانه و یک پین تشکیل شده است ،
همانطور که در شکل 2 به صورت شماتیک نشان داده شده است.
همانطور که قبلا ذکر شد ، این ابزار دارای دو عملکرد اصلی است:
در مرحله اولیه فرو رفتن ابزار ، گرمایش در درجه اول از اصطکاک بین پین و قطعه کار حاصل می شود. برخی از گرمایش های اضافی ناشی از تغییر شکل مواد است.
این ابزار فرو می رود تا جایی که شانه قطعه کار را لمس می کند.
اصطکاک بین شانه و قطعه کار منجر به بزرگترین جز component گرمایش می شود.
از جنبه گرمایش ، اندازه نسبی پین و شانه مهم است و سایر ویژگی های طراحی حیاتی نیستند.
شانه همچنین محدودیت حجم گرم مواد را فراهم می کند. عملکرد دوم ابزار “هم زدن” و “جابجایی” مواد است.
یکنواختی ریزساختار و خصوصیات و همچنین بارهای فرآیند توسط طراحی ابزار کنترل می شود.
عموماً از یک پین استوانه ای شانه مقعر و رزوه ای استفاده می شود.
با افزایش تجربه جوش اصطکاکی Friction Stir Welding و مقداری بهبود در درک جریان مواد
هندسه ابزار به طور قابل توجهی تکامل یافته است.
ویژگی های پیچیده ای برای تغییر جریان مواد ، مخلوط کردن و کاهش بارهای فرآیند اضافه شده است.
به عنوان مثال ، Whorl ™ و MX Triflute ™ ابزارهای توسعه یافته توسط TWI در شکل 3 نشان داده شده است.
توماس و همکاران. [24] اشاره كرد كه سنجاق ها برای هر دو ابزار به صورت یك خلأ ساخته شده اند كه مواد كمتری را نسبت به ابزار استوانه ای با قطر ریشه مشابه جابجا می كنند.
به طور معمول ، Whorl volume حدود 60٪ حجم جابجا شده را کاهش می دهد ، در حالی که MX Triflute volume حدود 70٪ حجم جابجا شده را کاهش می دهد.
اعتقاد بر این است که ویژگی های طراحی Whorl ™ و MX Triflute
(الف) نیروی جوشکاری را کاهش می دهد ،
(ب) جریان راحت تری از مواد پلاستیکی را امکان پذیر می کند ،
(ج) اثر افزایش فشار رو به پایین را تسهیل می کند ،
و (د) رابط بین پین و مواد پلاستیکی شده ، در نتیجه تولید گرما را افزایش می دهد. نشان داده شده است
که صفحات آلومینیوم با ضخامت تا 50 میلی متر می توانند با استفاده از این دو ابزار با اصطکاک اصطکاک جوش داده شده
در یک عبور. یک جوشکاری با ضخامت 75 میلی متر 6082Al-T6 FSW با استفاده از ابزار Whorl in در دو عبور ساخته شد
که هر کدام حدود 38 میلی متر نفوذ داشتند.
جوش اصطکاکی Friction Stir Welding توماس و همکاران پیشنهاد کرد که عامل اصلی تعیین کننده برتری پین های گردان نسبت به پین های استوانه ای متعارف
نسبت حجم جارو شده هنگام چرخش به حجم پین خود است
به عنوان مثال ، نسبت “حجم پویا به حجم استاتیک” ”که در تأمین مسیر جریان مناسب مهم است
به طور معمول ، این نسبت برای سنجاق هایی با قطر ریشه و طول پین مشابه: 1:
1 برای پین استوانه ای معمولی ، 1.8: 1 برای Whorl
و 2.6: 1 برای پین MX Triflute ((هنگام جوشکاری صفحه با ضخامت 25 میلی متر).
برای جوشکاری دور
پین رزوه ای استوانه ای معمولی منجر به نازک شدن بیش از حد ورق بالا می شود ، که منجر به کاهش قابل توجه خواص خم می شود .
بعلاوه ، برای جوشهای دامان ، عرض رابط جوش و زاویه مطابق شکاف با لبه جوش نیز برای کاربردهایی که خستگی از اهمیت اصلی برخوردار است ، مهم است.
اخیراً ، دو هندسه جدید پین – Flared-Trifute ™ با شعله ور شدن فلوت (شکل 4) و A-skew ™ با محور پین که کمی به محور اسپیندل ماشین متمایل است
برای بهبود ساخته شده اند کیفیت جوشکاری دامان. اعتقاد بر این است که ویژگی های طراحی Flared-Trifute ™ و A-skew: این است:
(الف) نسبت بین حجم جارو شده و حجم استاتیک پین را افزایش می دهد ،
در نتیجه مسیر جریان اطراف و زیر پین را بهبود می بخشد ،
منطقه جوشکاری
را به دلیل شعله ور شدن فلوت در پین Flared-Trifute and و عمل انحراف در پین A-skew wid گسترش دهید
(ج) یک عمل مخلوط بهبود یافته برای تقسیم اکسید و پراکندگی در رابط جوش ایجاد می کند
و (د) یک عمل جعل مداری را در ریشه جوش به دلیل عمل کج ، بهبود کیفیت جوش در این منطقه ایجاد کنید.
در مقایسه با پین رزوه ای معمولی ، پین های Flared-Trifute ™ و A-skew in منجر به این شد:
(الف) بیش از 100٪ بهبود سرعت جوشکاری ، (ب) حدود 20٪ کاهش نیروی محوری ، (ج) به طور قابل توجهی منطقه جوشکاری را گسترش داد
( 190–195٪ ضخامت صفحه برای پین های Flared-Trifute ™ و A-skew، ، 110٪ برای پین نخ معمولی) و (د) کاهش نازک شدن
صفحه فوقانی با ضریب> 4 [27]. علاوه بر این ، پین Flared-Trifute significantly به طور قابل توجهی زاویه بالا آمدن شکاف در صفحه رابط / رابط جوشکاری را کاهش می دهد
در حالی که پین A-skew a در مناطق خارجی سطح همپوشانی صفحه رابط / جوش ، یک رکود اقتصادی ایجاد می کند
که برای بهبود مفید است خصوصیات اتصالات FSW.
توماس و دالبی اظهار داشتند که هر دو پایه Flared-Trifute ™ و A-skew for برای جوشهای دور ، T و مشابه که در آن رابط اتصال وجود دارد مناسب است