برنامه نمایشی جوش لیزر زنده را برنامه ریزی کنید
آنچه را که جوشکاران باتجربه انقلابی ترین سیستم جوشکاری موجود می نامند را خودتان تجربه کنید. برای برنامهریزی نمایش زنده شخصی خود با یک متخصص IPG که به شما نشان میدهد، روی دکمه کلیک کنید:
چه طور باید شروع کرد
مروری بر کنترل ها، اتصالات و تفنگ جوش
نمایشی از جوشکاری زنده فلزات ضخیم، نازک، بازتابنده و غیر مشابه
جوش افقی، عمودی و وارونه
حالت های ذخیره و ذخیره شده
پرسش و پاسخ زنده برای سؤالات خاص شما
برنامه نمایشی را برنامه ریزی کنید
جوش لیزر – گرما و اعوجاج کمتر برای بهره وری و انعطاف پذیری بیشتر
روش های جوشکاری سنتی جوشکاری لیزری LightWELD
سرعت
به طور متوسط تا 4 برابر سریعتر از TIG
کیفیت به تجربه کاربر بستگی دارد نتایج با کیفیت بالا ثابت
منحنی یادگیری سریع و آسان
انعطاف پذیری مواد محدود با تغییرات مواد مصرفی دامنه وسیع بدون تنظیم
اعوجاج و تغییر شکل زیاد بسیار کم
منطقه متاثر از گرما بزرگ کوچک
جوش متزلزل خیر بله – تا 5 میلی متر عرض جوش اضافی
جوشکاری TIG
جوشکاری TIG ممکن است گرمای شدید ایجاد کند که مواد نازک را تغییر شکل می دهد، پوشش بصری ضعیفی ایجاد می کند، هنگام جوشکاری مس و فلزات جوشی محدود با ضخامت های متفاوت دشوار است.
جوشکاری MIG به سیم قابل مصرف، مواد اولیه تمیز کردن و اتصالات اریب برای فلزات ضخیم برای نفوذ کامل نیاز دارد. زوایای سفر و کار محدود است و موقعیت های عمودی بسیار چالش برانگیز هستند.
میگ جوشکاری
دستگاه جوش لیزری دستی
LightWELD جوشکاری سریعتر را امکانپذیر میکند، یادگیری و کارکرد آن آسانتر است،
و نتایج با کیفیت بالاتر و ثابتی را در طیف وسیعتری از مواد و ضخامتها نسبت به MIG یا TIG با حداقل اعوجاج، تغییر شکل، زیر برش یا سوختگی ارائه میدهد.
LightWELD فلزات غیر مشابه با ضخامت های مختلف را به راحتی جوش می دهد و اتصالات زیبایی با استحکام بالا را با حداقل سیم یا بدون سیم مصرفی ایجاد می کند.
“در 41 سالی که در این تجارت مشغول بودم، هرگز جوشکاری را ندیدم که به مبتدیان اجازه دهد مانند متخصصان کارکشته جوشکاری کنند.”
LightWELD – پارامترهای داخلی و حالتهای ذخیره شده جوشهای بهینه را تضمین میکنند
انتخاب حالت ساده برای جوش های با کیفیت بالا
اپراتورهای کمتر ماهر به آموزش کمتری نیاز دارند و مانند متخصصان باتجربه به سرعت جوش می دهند و هزینه های نیروی کار را کاهش می دهند و در عین حال کیفیت را حفظ می کنند.
حالتها شامل پارامترهای لرزش برای درزهای وسیعتر و برای قطعاتی با تناسب ضعیف است
کاربران پیشرفته برنامه هایی را برای ترکیب مواد ایجاد و ذخیره می کنند و می توانند فوراً بین حالت ها جابجا شوند
حالت های ذخیره شده توسط اپراتورهای کمتر ماهر برای ایجاد نتایج مشابه، افزایش بهره وری و کاهش ضایعات استفاده می شود.
تفنگ لیزری جوش سبک جوش دستی
LightWELD – منبع جوش کامل لیزر
و کنترل ها در یک واحد
توان لیزر قابل تنظیم تا 1500 وات
حالت های از پیش تعیین شده و تعریف شده توسط کاربر، ترکیب ضخامت مواد را بهینه می کند و می تواند حداکثر 2500 وات قدرت پیک بالا را برای قابلیت حتی بیشتر فراهم کند.
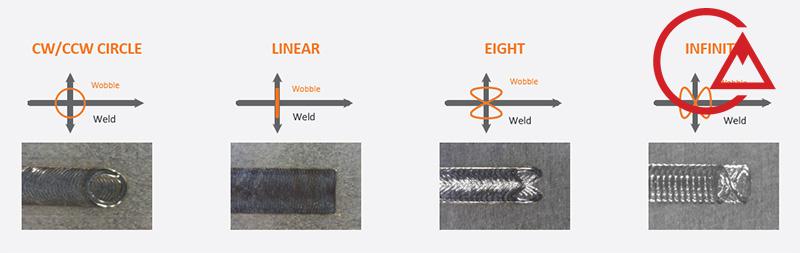
کنترلهای جوشکاری متلاطم برای فرکانس و عرض، قابلیت را افزایش میدهند و درزهایی با زیبایی بسیار بالا ایجاد میکنند
پنل پشتی اتصالات بصری را برای کنترل برق، گاز فرآیند و لوازم جانبی خارجی فراهم می کند
خنک کننده هوای منحصر به فرد هزینه و پیچیدگی اضافی خنک کننده آبی مورد نیاز در سایر سیستم های جوش لیزری را حذف می کند.
محدوده مواد جوش لیزر
مواد
ضخامت
جوش یک طرفه
ضخامت
جوش دو طرفه
فولاد ضد زنگ
تا 4 میلی متر
تا 10 میلی متر
فولاد گالوانیزه
تا 4 میلی متر
تا 10 میلی متر
فولاد نرم
تا 4 میلی متر
تا 10 میلی متر
آلومینیوم
تا 4 میلی متر
تا 10 میلی متر
مس
تا 1 میلی متر
تا 2 میلی متر
جوشکاری فلزات ضخیم، نازک، بازتابنده و غیر مشابه بدون سیم که با روش های سنتی دشوار یا غیرممکن است، به علاوه مواد با رسانایی الکتریکی متفاوت
جوش لیزر – حداکثر قابلیت جوشکاری با حداقل دوباره کاری
فلزات سخت یا غیرممکن را با TIG جوش دهید
مس و فلزات با رسانایی الکتریکی بالا/پایین
فلزات ضخیم تا ورق های نازک و بخش های نازک
درزها و گوشه ها را با حداقل سیم یا بدون سیم جوش دهید
فیله های بسیار زیبا در اتصالات با استحکام بالا بدون فلز اضافی
کاهش قابل توجه سنگ زنی یا سنباده پس از جوشکاری، کاهش هزینه های نیروی کار
نیاز به تمیز کردن یا دفع را از بین می برد
فرآیندی برای اتصال فلزات یا ترموپلاستیک ها
جوشکاری لیزری فرآیندی است که برای اتصال فلزات یا ترموپلاستیک ها با استفاده از پرتو لیزر برای تشکیل جوش استفاده می شود. به عنوان منبع گرمای متمرکزی، در مواد نازک، جوش لیزری میتواند با سرعت جوشکاری بالا متر در دقیقه انجام شود و در مواد ضخیمتر میتواند جوشهای باریک و عمیق بین قطعات لبههای مربعی ایجاد کند.
جوشکاری لیزری در دو حالت اساسی متفاوت عمل می کند: جوشکاری محدود با هدایت و جوشکاری سوراخ کلید. حالتی که در آن پرتو لیزر با موادی که در حال جوشکاری است برهمکنش خواهد کرد، به چگالی توان در سراسر پرتو برخورد با قطعه کار بستگی دارد.
جوشکاری محدود با هدایت زمانی اتفاق میافتد که چگالی توان معمولاً کمتر از 105W/cm2 باشد. پرتو لیزر فقط در سطح ماده جذب می شود و به آن نفوذ نمی کند. سپس جوش های محدود با هدایت اغلب نسبت عرض به عمق بالایی را نشان می دهند.
جوشکاری لیزری معمولاً با استفاده از چگالی توان بالاتر و توسط مکانیزم سوراخ کلید انجام می شود.
هنگامی که پرتو لیزر به یک نقطه کوچک به اندازه کافی متمرکز می شود تا چگالی توانی معمولاً > 106-107 W/cm2 ایجاد کند، مواد موجود در مسیر پرتو نه تنها ذوب می شوند، بلکه تبخیر می شوند، قبل از اینکه مقادیر قابل توجهی از گرما را بتوان با رسانایی حذف کرد. . پرتو لیزر متمرکز سپس به قطعه کار نفوذ می کند و حفره ای به نام “سوراخ کلید” را تشکیل می دهد که با بخار فلز پر شده است (که در برخی موارد حتی می تواند یونیزه شود و پلاسما را تشکیل دهد).
این بخار یا پلاسما در حال انبساط به جلوگیری از فروریختن دیواره های مذاب سوراخ کلید در این حفره کمک می کند.
علاوه بر این، اتصال پرتو لیزر به قطعه کار به طور چشمگیری با تشکیل این سوراخ کلید بهبود می یابد. سپس جوشکاری با نفوذ عمیق با عبور از سوراخ کلید در امتداد اتصالی که قرار است جوش داده شود یا حرکت اتصال نسبت به پرتو لیزر حاصل می شود. این منجر به جوش هایی با نسبت عمق به عرض زیاد می شود.
تحت عمل کشش سطحی، مقداری از مواد مذاب در لبه اصلی سوراخ کلید در اطراف حفره سوراخ کلید به سمت پشت جریان می یابد، سپس سرد و جامد می شود تا جوش را تشکیل دهد. این باعث می شود که درپوش جوش دارای یک الگوی شورون باشد و به سمت عقب به سمت نقطه شروع جوش باشد.