
انواع فلنج
همانطور که قبلاً توضیح داده شد، پرمصرف ترین انواع فلنج ASME B16.5 عبارتند از: گردن جوش، Slip On، Socket Weld، Lap Joint، Threaded و Blind flange. در زیر شرح و تعریف کوتاهی از هر نوع را خواهید دید که با تصویری دقیق تکمیل شده است.

فلنج گردن جوش

فلنج Slip On

فلنج جوش سوکت

لبه مفصل فلنج

فلنج رزوه ای

فلنج کور
همه انواع به جز فلنج Lap Joint با یک صفحه فلنج برجسته ارائه می شوند.
فلنج گردن جوش
فلنج های گردن جوشی را می توان به راحتی در هاب مخروطی بلند تشخیص داد، که به تدریج از لوله یا اتصالات به ضخامت دیواره می رسد.
توپی مخروطی بلند تقویت کننده مهمی را برای استفاده در چندین کاربرد شامل فشار بالا، دمای زیر صفر و/یا بالا فراهم می کند. انتقال صاف از ضخامت فلنج به لوله یا ضخامت دیواره اتصالات که توسط مخروطی ایجاد می شود، در شرایط خمش مکرر، ناشی از انبساط خط یا سایر نیروهای متغیر، بسیار سودمند است.
این فلنج ها برای مطابقت با قطر داخلی لوله یا اتصالات حوصله دارند، بنابراین هیچ محدودیتی در جریان محصول وجود نخواهد داشت. این از تلاطم در مفصل جلوگیری می کند و فرسایش را کاهش می دهد. آنها همچنین توزیع تنش عالی را از طریق هاب مخروطی ارائه می دهند و به راحتی برای تشخیص عیب رادیوگرافی می شوند.
این نوع فلنج به یک لوله یا اتصالات با یک نفوذ کامل، جوش V (Buttweld) جوش داده می شود.
جزئیات فلنج گردن جوش
1 .فلنج گردن جوش
2. جوش لب به لب
3. لوله یا اتصالات
فلنج Slip On
استحکام محاسبه شده از یک فلنج Slip On تحت فشار داخلی در حد دو سوم فلنج های Welding Neck است و عمر آنها در برابر خستگی حدود یک سوم طول عمر دومی است.
اتصال با لوله با 2 جوش فیله و همچنین در خارج و همچنین در داخل فلنج انجام می شود.
اندازه X روی تصویر تقریباً …
ضخامت دیواره لوله + 3 میلی متر.
این فضا برای آسیب نرساندن به صفحه فلنج در طول فرآیند جوشکاری ضروری است.
یک عیب فلنج این است که اصل همیشه ابتدا باید یک لوله جوش داده شود و سپس فقط یک اتصالات. ترکیب فلنج و زانویی یا فلنج و سه راهی امکان پذیر نیست، زیرا اتصالات نامگذاری شده انتهای مستقیمی ندارند، که به طور کامل در فلنج Slip On لغزند.
جزئیات فلنج Slip On
1. فلنج Slip On
2. بیرون جوش پر شده
3. داخل جوش پر شده
4. لوله
فلنج جوش سوکت
فلنج های Socket Weld در ابتدا برای استفاده در لوله کشی با فشار بالا با اندازه کوچک توسعه یافتند. استحکام ساکن آنها برابر با فلنج های Slip On است، اما مقاومت خستگی آنها 50٪ بیشتر از فلنج های Slip On با دو جوش است.
اتصال با لوله با 1 جوش فیله در قسمت بیرونی فلنج انجام می شود. اما قبل از جوشکاری باید بین فلنج یا فیتینگ و لوله فاصله ایجاد کرد.
ASME B31.1 1998 127.3 آماده سازی برای جوشکاری (E) سوکت جوش می گوید..
در مونتاژ اتصال قبل از جوشکاری، لوله یا لوله باید تا حداکثر عمق وارد سوکت شود و سپس تقریباً 1/16 اینچ (1.6 میلی متر) از تماس بین انتهای لوله و شانه سوکت دور شود.
هدف از ترخیص کف در جوش سوکت معمولاً کاهش تنش پسماند در ریشه جوش است که ممکن است در طول انجماد فلز جوش رخ دهد. تصویر اندازه گیری X برای شکاف انبساط را به شما نشان می دهد.
نقطه ضعف این فلنج درست شکافی است که باید ایجاد شود. توسط محصولات خورنده، و عمدتا در سیستم های لوله فولادی ضد زنگ، ترک بین لوله و فلنج می تواند مشکلات خوردگی ایجاد کند. در برخی از فرآیندها این فلنج نیز مجاز نیست. من در این مورد متخصص نیستم، اما در اینترنت، اطلاعات زیادی در مورد اشکال خوردگی پیدا خواهید کرد.
همچنین برای این تعداد فلنج، این اصل همیشه ابتدا باید یک لوله و سپس فقط یک اتصالات جوش داده شود.
جزئیات فلنج جوش سوکت
1. فلنج جوش سوکت
2. جوش پر شده
3. لوله
X = شکاف انبساط
لبه مفصل فلنج
لبه های مفصل لبه دارای ابعاد مشترک مشابه هر فلنج دیگری است که در این صفحه نامگذاری شده است، اما دارای صورت برجسته نیست، آنها در ارتباط با “Lap Joint Stub End” استفاده می شوند.
این فلنجها تقریباً مشابه فلنجهای Slip On هستند، به استثنای شعاع در تقاطع سطح فلنج و سوراخ برای قرار دادن بخش فلنجی انتهای Stub.
توانایی نگهداشتن فشار آنها در مقایسه با فلنجهای Slip On کمی بهتر است و عمر خستگی مونتاژ تنها یک دهم فلنجهای Welding Neck است.
آنها ممکن است در تمام فشارها مورد استفاده قرار گیرند و در محدوده اندازه کامل موجود هستند. این فلنج ها روی لوله می لغزند و به آن جوش داده نمی شوند و یا به آن متصل نمی شوند. فشار پیچ و مهره با فشار فلنج در پشت لپ لوله (Stub End) به واشر منتقل می شود.
فلنج های Lap Joint دارای مزایای خاصی هستند.
- آزادی چرخش در اطراف لوله باعث می شود تا سوراخ های پیچ فلنج متضاد قرار بگیرند.
- عدم تماس با سیال در لوله اغلب امکان استفاده از فلنج های ارزان قیمت فولاد کربنی با لوله های مقاوم در برابر خوردگی را فراهم می کند.
- در سیستم هایی که به سرعت فرسایش یا خورده می شوند، فلنج ها ممکن است برای استفاده مجدد نجات داده شوند.
جزئیات لبه مفصل فلنج
1 .فلنج مشترک Lap
2. پایان خرد
3. جوش لب به لب
4. لوله یا اتصالات
پایان خرد
یک Stub End همیشه با فلنج Lap Joint به عنوان فلنج پشتیبان استفاده می شود.
این اتصالات فلنجی در کاربردهای کم فشار و غیر بحرانی اعمال می شود و روشی ارزان برای فلنجینگ می باشد.
به عنوان مثال، در یک سیستم لوله فولادی ضد زنگ، فلنج فولاد کربنی را می توان اعمال کرد، زیرا آنها با محصول موجود در لوله تماس ندارند.
انتهای خرد تقریباً در تمام قطرهای لوله موجود است. ابعاد و تلورانس های ابعادی در استاندارد ASME B.16.9 تعریف شده است. پایانه های خرد مقاوم در برابر خوردگی (اتصالات) در MSS SP43 تعریف شده است.
فلنج مشترک دور با انتهای خرد

فلنج رزوه ای
فلنج های رزوه ای برای شرایط خاص استفاده می شوند و مزیت اصلی آنها این است که می توان آنها را بدون جوشکاری به لوله متصل کرد. گاهی اوقات از جوش آب بند نیز همراه با اتصال رزوه ای استفاده می شود.
اگرچه هنوز در اکثر اندازه ها و درجه بندی فشار موجود است، اتصالات پیچی امروزه تقریباً به طور انحصاری در اندازه های کوچکتر لوله استفاده می شود.
فلنج یا اتصالات رزوه ای برای سیستم لوله با ضخامت دیواره نازک مناسب نیست، زیرا برش نخ روی لوله امکان پذیر نیست. بنابراین، ضخامت دیواره ضخیم تر باید انتخاب شود … ضخیم تر چیست؟
راهنمای لوله کشی ASME B31.3 می گوید:
در جایی که لوله فولادی رزوه می شود و برای سرویس بخار بالاتر از 250 psi یا برای سرویس آب بالای 100 psi با دمای آب بالاتر از 220 درجه فارنهایت استفاده می شود، لوله باید بدون درز باشد و دارای ضخامت حداقل برابر با جدول 80 ASME B36.10 باشد.
جزئیات فلنج رزوه ای
1 .فلنج رزوه دار
2. نخ
3. لوله یا اتصالات
فلنج کور
فلنج های کور بدون سوراخ ساخته می شوند و برای خالی کردن انتهای لوله ها، شیرها و دهانه مخازن تحت فشار استفاده می شوند.
از نقطه نظر فشار داخلی و بارگذاری پیچ، فلنج های کور، به ویژه در اندازه های بزرگتر، پر فشارترین انواع فلنج هستند.
با این حال، بیشتر این تنش ها از نوع خمشی نزدیک به مرکز هستند و از آنجایی که قطر داخلی استانداردی وجود ندارد، این فلنج ها برای کاربردهای دمایی با فشار بالاتر مناسب هستند.
جزئیات فلنج کور
1 .فلنج کور
2. پیچ میخ
3. واشر
4. فلنج دیگر
اظهارات نویسنده …
روشی ساده برای ایجاد شکاف 1/16 اینچی…
- آیا تا به حال حلقه انقباض Socket Weld را دیده اید؟
این یک حلقه تقسیم است که مهندسی و طراحی شده است تا حداقل شکاف 1/16 اینچی را برای جوش های سوکتی از قبل اندازه گیری شده ایجاد کند. از فولاد ضد زنگ تایید شده ساخته شده است و در برابر خوردگی مواد شیمیایی، مواد رادیواکتیو و آب مقاوم است. پس از قرار دادن در اتصالات حلقه به بخشی دائمی از مفصل تبدیل میشود و حتی تحت فشار شدید هم نمیچرخد و نمیلرزد.
روش دیگر استفاده از تخته محلول در آب است. حلقه هایی با سوراخ سوراخ با قطر بیرونی و داخلی لوله درست کنید. حلقه را داخل فلنج یا فیتینگ قرار دهید و بعد از تست هیدرولیک دیگر حلقه ای وجود ندارد.
برای هر دو راه حل، از مشتری خود اجازه بگیرید.
آنها را در جای خود نگه دارید …
- اگر اتصال فلنجی Lap Joint باید جدا شود، به عنوان مثال برای تعویض واشر، انجام آن به روش معمول همیشه امکان پذیر نیست. روش مرسوم استفاده از پخش کننده فلنج یا قلاب است که دو فلنج را از بین می برد.
توسط Lap Joint فلنجها امکانپذیر نیست، زیرا این فلنجها روی لوله به عقب میلغزند، در حالی که انتهای Stub در کنار هم میمانند. برای جلوگیری از آن، اغلب در 3 نقطه، تک میلی متر پشت فلنج، در انتهای خرد، قطعات کوتاه فولاد صاف، جوش داده می شود.
هیچ قانون کلی وجود ندارد که چگونه یک فلنج Lap Joint باید در جای خود نگه داشته شود و بنابراین می تواند بر اساس مشخصات مشتری منحرف شود.
میدونستی که…؟
- در کوچکترین اندازهها، مقدار دیوارهای که در حین رزوهکاری از بین میرود، در واقع تقریباً برابر با 55 درصد دیواره اصلی لوله است.
جوش لب به لب در مقابل جوش فیله
- در سیستم هایی با فشار و دمای نسبتاً بالا باید از جوش فیله ای خودداری کنیم. جوش لب به لب، در چنین سیستم هایی باید استفاده شود. استحکام یک جوش لب به لب حداقل به استحکام مواد پایه است. استحکام جوش های فیله ای مربوط به استحکام جوش لب به لب، حدود یک سوم است.
در فشارها و دماهای بالاتر، انبساط و انقباض باعث بروز سریع ترکهای جدی در جوشهای فیله میشود و بنابراین استفاده از جوشهای لب به لب ضروری است.
برای مجراهای ماشین آلات حیاتی مانند پمپ ها، کمپرسورها و توربین ها که در معرض ارتعاش هستند (علاوه بر انبساط و انقباض)، باید از جوش فیله یا اتصالات رزوه ای خودداری کنیم.
جوش های فیله ای به دلیل تمرکز تنش حساسیت بیشتری نسبت به ترک دارند، در حالی که جوش های لب به لب با تبادل صاف کشش ها مشخص می شوند.
بنابراین، برای شرایط بحرانی، ما باید از فلنج هایی که با جوش لب به لب متصل می شوند مانند اتصال گردن جوش و حلقه حلقه استفاده کنیم و از استفاده از فلنج هایی که با جوش فیله ای مانند Slip On یا Socket Weld متصل می شوند، خودداری کنیم.

ابعاد: 1/2”, 2”, 3, 4, 6, 8, 10” تا 24”
محدوده کلاس: کلاس 150 تا 2500 (# یا LB). PN 2.5 تا PN 250.
نوع صفحه فلنج: RF (صورت برجسته)، RTJ (حلقه نوع حلقه)
فلنج گردن جوش که فلنج توپی مخروطی یا فلنج توپی بالا نیز نامیده میشود، نوعی فلنج است که میتواند تنش را به لولهها منتقل کند و از کاهش غلظت فشار بالا در پایین فلنج اطمینان حاصل کند. دو طرح فلنج گردن جوشی وجود دارد – نوع اول با دستمال مرطوب استفاده می شود در حالی که نوع دوم طولانی تر را نمی توان با لوله ها اما با کارخانه فرآیند استفاده کرد. فلنج گردن جوش شامل یک اتصال گرد است که فراتر از لبه محیط گسترش می یابد. این فلنج ها که معمولاً از آهنگری ساخته می شوند، در واقع به لوله ها جوش داده می شوند.
لبه دارای سوراخ های متعددی است که در آن سوراخ شده است که فلنج را قادر می سازد به یک فلنج پیچ وصل شود. این طراحی به دلیل دریچه ساختاری به مراتب بهتر است.
فلنج گردن جوشی بلند
فلنج WN بلند مانند فلنج گردن جوش معمولی به نظر می رسد، اما دراز در نظر گرفته می شود. معمولاً به عنوان نازل برای ستون یا بشکه استفاده می شود. همچنین می توانید بین بشکه Equal LWN و LWN Heavy Barrel که دارای دیواره ضخیم و شکل خاص خود هستند یکی را انتخاب کنید.
کاهش فلنج گردن جوش
به آن فلنج گردن جوش کاهنده نیز می گویند، زیرا گردن فلنج دارای قطر کاهنده ای است که می تواند به لوله ای با قطر کمتر جوش داده شود.
فلنج های گردن جوش بلند NW
این نوع فلنج به عنوان فلنج های توپی بالا در نظر گرفته می شود که برای انتقال تنش به لوله و کاهش غلظت تنش در پایین فلنج ایجاد شده است.

مواد فلنج WN
فلنج های گردن جوش در مواد مختلفی در دسترس هستند. این مواد باید مطابق با استانداردهای تنظیم شده باشند. مواد همچنین باید مطابق با کیفیت مشخص شده توسط استانداردهای ASTM یا ASME باشند.
با این حال، ضخامت و قطر داخلی فلنج مطابق با اندازه لوله ای است که این فلنج گردن جوشکاری برای آن ساخته می شود.
در مورد مواد، آلیاژ کربن یک انتخاب محبوب برای موادی است که برای ساخت این فلنج ها استفاده می شود زیرا در برابر دمای شدید نیز مقاوم هستند. این فلنج در مواد ASTM A 181 و ASTM A 105 موجود است. فلنج ها در درجه های مختلفی مانند ASME B16 47 سری A و سری B برای مطابقت با نیازهای مشتریان و صنعت موجود هستند.
به غیر از این ماده، فلنج های گردن جوش نیز از فولاد ضد زنگ هستند. فلنج از ASTM A182، F304، 316L، 347H، 310S، ASME B16 5 ساخته شده است و در روکش فولادی دوبلکس عرضه می شود.
مواد فولادی دوبلکس UNS S31803 نیز در حال استفاده است. فلنج گردن جوش علاوه بر فولاد ضد زنگ در مواد مختلف دیگری مانند آلیاژ کربن و نیکل در دسترس است.
فلنج گردن جوشکاری آلیاژ نیکل در Inconel 600 و 625، Hastelloy C22، C276 و سایر مواد موجود است.
ابعاد فلنج گردن جوش
در زیر تعدادی از اندازههای فلنج گردن جوش (کلاس 150) تحت ASME B16.5 (1/2 اینچ تا 24 اینچ) را فهرست میکنیم.
· فلنج 1/2 اینچی NPS گردن جوش دارای قطر داخلی 0.62 اینچ و قطر خارجی 3.50 اینچ است. ضخامت صفحه برجسته 1.88 اینچ با چهار سوراخ برای پیچ و مهره است.
· فلنج 3/4 اینچی NPS دارای قطر داخلی 0.82 اینچ و قطر خارجی 3.88 اینچ است. ضخامت صفحه برجسته 2.06 اینچ با چهار سوراخ پیچ است.
· فلنج گردن جوش NPS 1 اینچی دارای قطر داخلی 1.05 اینچ و قطر خارجی 4.25 اینچ است. ضخامت صفحه برجسته 2.19 اینچ است و سوراخ های استاندارد پیچ چهار عدد است.
· فلنج 2 اینچی NPS Weldneck دارای قطر داخلی 2.07 اینچ و قطر خارجی 6.00 اینچ است که ضخامت وجه برجسته 2.50 اینچ است.
· فلنج 5 اینچی NPS دارای قطر داخلی 5.05 اینچ و قطر بیرونی 10.00 اینچ است. ضخامت صورت برجسته 3.50 اینچ است.
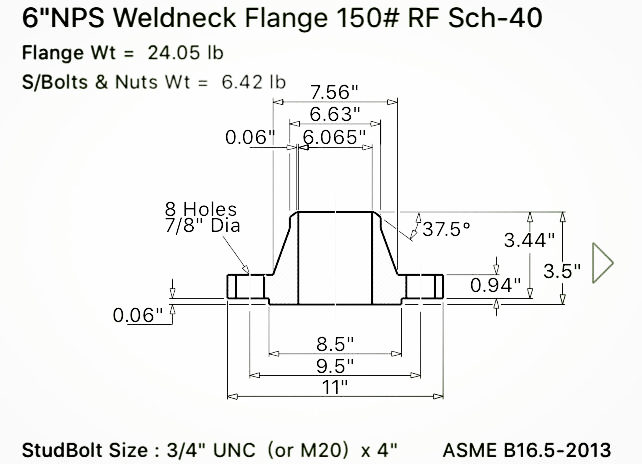
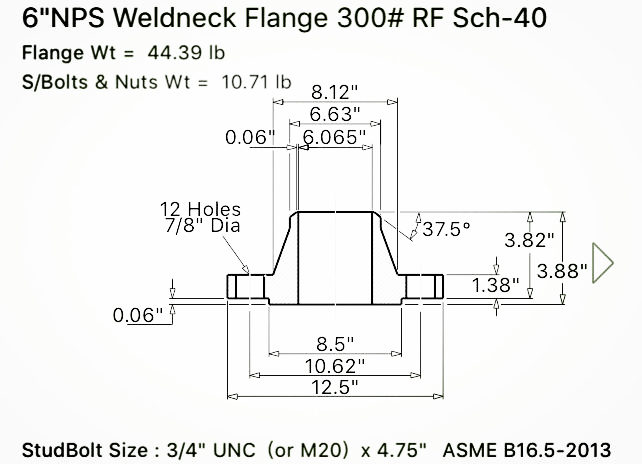
· فلنج 6 اینچی NPS دارای قطر داخلی 6.065 اینچ و قطر خارجی آن 11.00 اینچ است. ضخامت صورت برجسته 3.50 اینچ است.
· فلنج 10 اینچی NPS دارای ابعاد قطر داخلی 10.02 اینچ و قطر بیرونی 16 اینچ است. ضخامت صورت برجسته 4.00 اینچ است.
· فلنج 20 اینچی NPS دارای قطر داخلی 19.25 اینچ و قطر بیرونی 27.50 اینچ است. ضخامت صورت برجسته 5.69 اینچ است.
· فلنج گردنی 24 اینچی NPS Weld قطر داخلی 23.25 اینچ و قطر خارجی 32.00 اینچ دارد.
6 اینچ فلنج گردن جوش کلاس 150 و 300 ابعاد و وزن
فلنج کلاس 150 WN در 6 اینچ (صورت برجسته) وزن 10.94 کیلوگرم
فلنج گردن جوشکاری کلاس 300 در 6 اینچ (صورت برجسته) وزن 20.13 کیلوگرم
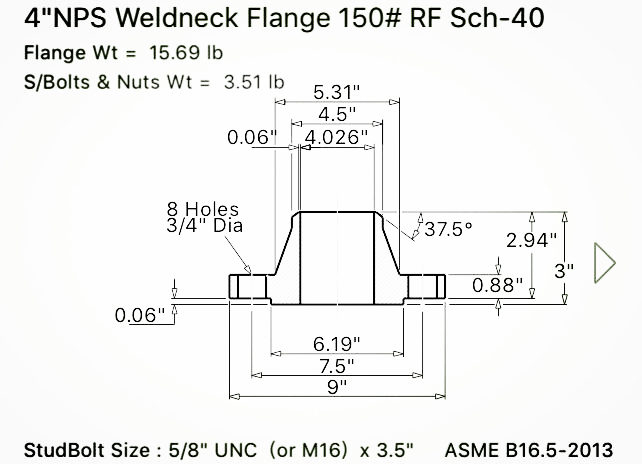
فلنج گردن جوش 4 اینچی کلاس 150
فلنج گردن جوشی کلاس 150 در 4 اینچ (RF) وزن 7.12 کیلوگرم
قطرهای معمولی بیرونی: 1/2، 2، 3، 4، 6، 8، 10، 12 اینچ تا 24 اینچ
قطرهای خارجی ساخته شده ویژه: تا 60 اینچ
محدوده کلاس: کلاس 150، 300، 400، 600، 900، 1500، 2500 (# یا LB). PN 2.5 تا PN 250.
نوع صفحه فلنج: RF (صورت برجسته)، RTJ (حلقه نوع حلقه)
استانداردهای فلنج های WN:
ASTM A105 برای فلنج های گردنی جوشکاری فولاد کربنی.
ASTM A182 برای فلنج گردن جوشکاری آلیاژی و ضد زنگ. (آلیاژ برای F11، F22، ضد زنگ برای F304/F304L، F316/F316L)
ASME B16.5
ASME B16.47
BS 3293
DIN 2630 PN 1 و PN 2.5, 2631 PN 6, 2632 PN 10, 2634 PN 16, 2634 PN 25, 2635 PN 40
قبل از سفارش فلنج گردن جوش، شرکت ها باید استاندارد مواد، قطر خارجی، کلاس فشار، نوع صورت و برنامه ضخامت را تأیید کنند.
یک توضیح استاندارد برای فلنج گردن جوشکاری این است: “فلنج، گردن جوش 10 اینچی، کلاس 150، RF، جدول 40، ASTM A105 ASME B 16.5.”
فلنج گردن جوش
فلنج های گردنی جوشی محبوب ترین نوع فلنج با اکستنشن گردن با یک مورب جوشی در انتهای آن هستند. این نوع فلنج برای اتصال مستقیم به لوله برای ایجاد یک اتصال عالی و نسبتا طبیعی طراحی شده است. در اندازه های بزرگتر و کلاس های فشار بالاتر، این تقریباً منحصراً نوع اتصال فلنج مورد استفاده است. اگر در کاربردهای مدرن فقط یک سبک فلنج حوصله وجود داشت، گردن جوش فلنج انتخابی شما خواهد بود.

مخروطی جوش به انتهای لوله با یک مورب مشابه در یک اتصال نوع V میپیوندد که اجازه میدهد یک جوش دایرهای یکنواخت در اطراف محیط ایجاد شود تا یک انتقال یکپارچه ایجاد شود. این اجازه می دهد تا گاز یا مایع داخل مجموعه لوله با حداقل محدودیت از طریق اتصال فلنج جریان یابد. این اتصال اریب جوش پس از فرآیند جوش بررسی می شود تا اطمینان حاصل شود که آب بندی یکنواخت و فاقد ناهنجاری است.

دیگر ویژگی قابل توجه فلنج گردن جوش، هاب مخروطی است. این نوع اتصال توزیع تدریجی نیروهای فشار را در امتداد انتقال از لوله به پایه فلنج فراهم می کند و به مقاومت در برابر ضربه ناشی از استفاده در محیط کاری با فشار و دمای بالاتر کمک می کند. تنش های مکانیکی با توجه به مواد فولادی اضافی در طول انتقال توپی محدود است.
از آنجایی که کلاسهای فشار بالاتر تقریباً منحصراً به این نوع اتصال فلنج نیاز دارند، فلنجهای گردن جوش اغلب با روکش اتصال از نوع حلقه (که در غیر این صورت به عنوان صورت RTJ شناخته میشود) ساخته میشوند. این سطح آب بندی اجازه می دهد تا یک واشر فلزی بین شیارهای هر دو فلنج اتصال له شود تا یک مهر و موم برتر ایجاد شود و اتصال مخروطی جوش با استحکام بالا به مجموعه لوله تحت فشار را تکمیل کند. یک گردن جوش RTJ با اتصال واشر فلزی انتخاب اصلی برای کاربردهای حیاتی است.

فلنج های گردن جوش بلند
این اقلام همچنین به عنوان فلنج های نازل یا فلنج های گردن بلند شناخته می شوند، این موارد به طور خاص با در نظر گرفتن مخازن تحت فشار و صنعت ساخت مخزن طراحی شده اند. آنها معمولاً به عنوان یک سازه یک تکه با هدف جایگزینی جوش استاندارد گردن و لوله جوش ساخته می شوند. فقدان اتصال جوش لازم، ویژگی بارز این سبک فلنج است.

آنها معمولاً یک سوراخ مستقیم با انتهای برش مربعی دارند (به جای مورب گردن جوش معمولی). به طور کلی، اندازه سوراخ گردن بلند جوش دقیقاً مشابه اندازه اسمی لوله است اما در صورت لزوم می توان آن را تغییر داد. طول کلی فلنج نازل نیز به کاربر نهایی بستگی دارد و بدنه نازل را می توان به برخی از اندازه های از قبل موجود یا اندازه های سفارشی برای تقویت بیشتر تغییر داد. پایه گردنی که به پایه فلنج متصل می شود کمی شعاع دارد تا اتصال عمودی ناگهانی بین هر دو قسمت فلنج را کاهش دهد و ایده ساخت یک تکه تقویت شده را محکم کند.

طبق زیربخش 2.8 ASME B16.5، این سبکهای فلنج بهعنوان «فلنجهای جوش توپی مستقیم» نیز شناخته میشوند و حداقل جزئیات در مشخصات حاکم ارائه شدهاند. این به دلیل این واقعیت است که گردنهای جوش بلند بر اساس هر کاربرد بسته به نیازهای مهندسی خاص مخزن یا مخزن تحت فشار انتخاب میشوند. فشار عملیاتی، دما، و محیط مخزن همگی فاکتورهای مهمی در تعیین نوع اتصال فلنج گردن جوش بلند مورد نیاز شما هستند.

جدا از گردنهای جوشی بلند استاندارد، تگزاس فلنج همچنین انواع اتصالات نازل را با ضخامت دیوارههای متفاوت ارائه میدهد. فلنج های بشکه ای تقویت شده به شکل نازل گزینه ای هستند که مخزن تحت فشار شما به اتصال خروجی قوی تری نیاز دارد و می تواند با ضخامت بشکه مورد نظر شما ارائه شود. لطفاً در مورد کاربرد خاص خود با ما تماس بگیرید زیرا ما می توانیم فلنج های نازل را در تمام درجه های مواد تجاری موجود، از جمله آلیاژهای کربن، ضد زنگ و نیکل ارائه دهیم
فلنج گردن جوش
پرش به پیمایش پرش به جستجو
( فلنج گردن جوش همچنین به عنوان فلنج توپی بالا [1] و فلنج توپی مخروطی [2] ) نوعی فلنج است. دو طرح وجود دارد. نوع معمولی آن با لوله ها استفاده می شود. نوع بلند آن برای لوله ها نامناسب بوده و در کارخانه فرآیند استفاده می شود. [3] فلنج گردن جوش شامل یک اتصال دایره ای با لبه بیرون زده در اطراف محیط است. ماشینکاری فورج این فلنجها معمولاً به لوله جوش داده . لبه دارای یک سری سوراخ های سوراخ شده است که به فلنج اجازه می دهد با پیچ و مهره به فلنج دیگر متصل شود. [4]
چنین فلنجهایی برای استفاده در محیطهای متخاصم که دارای دما، فشار یا سایر منابع استرس هستند، مناسب هستند. [4] انعطافپذیری این نوع فلنج با تقسیم تنش محیطی با لولهای که با آن جوش داده میشود، حاصل میشود. [1] این نوع فلنج با موفقیت در فشارهای تا 5000 است