پکیج تصفیه فاضلاب بهداشتی چیست؟
با توجه به حجم عظیم پکیج تصفیه فاضلاب بهداشتی و خانگی انسان در جهان امروز، تصفیه فاضلاب اهمیت زیادی پیدا کرده است. زیرا تخلیه آن می تواند صدمات جبران ناپذیری به محیط زیست وارد کند و از سوی دیگر در صورت انجام تصفیه بهداشتی فاضلاب انسانی می تواند به بحران کم آبی و رونق کشاورزی و اقتصادی در هر کشور لطفاً کمک زیادی کند. پکیج تصفیه فاضلاب بهداشتی انسان در نتیجه مصرف روزانه آب برای انجام امور بهداشتی روزانه مانند استحمام، شستن لباس، شستن ظروف و نظافت و غیره توسط انسان تولید می شود.
پکیج تصفیه فاضلاب بهداشتی که به آن فاضلاب خانگی یا جوامع کوچک نیز می گویند، فاضلابی است که از واحدهای مسکونی، بیمارستان ها، واحدهای تجاری، موسسات و اماکن مشابه تولید می شود. فاضلاب بهداشتی مصرف روزانه انسان شامل مصارف داخلی مانند حمام، توالت، پخت و پز و غیره است که فاضلاب هر جامعه از آب مصرفی آن جامعه به دست می آید. بنابراین باید آن قسمت از آب مصرفی را که به شبکه فاضلاب می رسد تخمین زد. به طور کلی برای تعیین میانگین پساب تولیدی مصرفی در پروژه، برآورد مصرف سرانه خانوار در شهر ضروری است. بر اساس استاندارد صنعت آب کشور، سرانه تولید فاضلاب خانگی در ایران 75 تا 150 لیتر در روز است. که می تواند به صورت رقم 150 لیتر در روز برای هر نفر در طرح شبکه فاضلاب استفاده شود. همچنین به این مقدار باید درصد نشتی که مربوط به سن لوله کشی فاضلاب زنجیره ای است اضافه کرد. اجرای تصفیه فاضلاب خانگی در جوامع کوچک و بزرگ شهری از آن جهت حائز اهمیت است که امکان استفاده مجدد از آب تصفیه شده و پکیج تصفیه فاضلاب بهداشتی را برای هر جامعه انسانی به منظور کاهش شیوع بیماری های منتقله از طریق آب و کاهش اثرات آن بر محیط زیست فراهم می کند.
روش های تصفیه فاضلاب بهداشتی و خانگی
بنابراین آلاینده های پکیج تصفیه فاضلاب بهداشتی برای محیط زیست خطرناک هستند و قبل از دفع در محیط باید تصفیه و حذف شوند. استانداردهای تصفیه فاضلاب مربوط به جداسازی مواد آلی زیست تخریب پذیر، جامدات معلق و پاتوژن ها می باشد. پکیج تصفیه فاضلاب بهداشتی (خانگی) از دو منبع اصلی می آید: فاضلاب ناشی از مصرف روزانه انسان برای پخت و پز و شستن ظروف، استحمام و شستن لباس ها و به آن آب خاکستری می گویند و فاضلاب حمام و توالت حاوی مدفوع و ادرار. انسان است و به آن آب سیاه می گویند.
برای پکیج تصفیه فاضلاب بهداشتی می توان از سه روش کلی استفاده کرد. این سه روش عبارتند از:روش فیزیکی
این روش یکی از اولین روشها در پکیج تصفیه فاضلاب بهداشتی است و به دلیل سادگی فرآیند از آن در جداسازی مواد استفاده میشود. روش فیزیکی نسبت به روش های دیگر هزینه کمتری دارد به همین دلیل از این روش تصفیه بیشتر استفاده می شود. این روش شامل: حذف زباله، دانه بندی، ته نشینی، فیلتراسیون، چربی زدایی و فلوتاسیون می باشد.روش شیمیایی
این روش پیچیده تر از روش فیزیکی است. در روش شیمیایی فرآیند جداسازی یا تبدیل مواد با استفاده از مواد و واکنش های شیمیایی صورت می گیرد. پیچیدگی این روش استفاده از روش شیمیایی را دشوارتر کرده و در نتیجه کمتر از این فرآیند در سیستم تصفیه استفاده می شود. یکی دیگر از مشکلات این روش هزینه بالای خرید و نگهداری مواد شیمیایی است که مانع استفاده از این روش در سیستم تصفیه می شود. این روش شامل: ازن زنی، کلرزنی، تنظیم pH، انعقاد و لخته سازی و ضدعفونی با کلر می باشد.روش بیولوژیکی
در این روش از میکروارگانیسم ها به ویژه باکتری ها در پکیج تصفیه فاضلاب بهداشتی انسان استفاده می شود. زیرا مواد آلی موجود در آن فاضلاب را جذب کرده و از آن برای تکثیر سلولی و انرژی استفاده می کنند. همانطور که می دانید مواد آلی اکثریت آلاینده ها را تشکیل می دهند و استفاده از روش های بیولوژیکی را رایج می کنند. این روش با هزینه بسیار کم می تواند سهم عمده ای از آلاینده ها را تصفیه کند که شامل: هوازی و بی هوازی می باشد.با توجه به اینکه امکان تصفیه فاضلاب به تنهایی با یکی از روش های ذکر شده وجود ندارد، ترکیبی از تمامی روش های فوق در تصفیه فاضلاب انسانی استفاده می شود.
فرآیندهای سیستم تصفیه فاضلاب بهداشتی و خانگی
همانطور که گفتیم روش بیولوژیکی با ترکیب دو روش دیگر یکی از روشهای رایج در تصفیه است که در مراحل اولیه تصفیه، ضدعفونی و پیش تصفیه صورت می گیرد. به همین دلیل است که بیشتر از روش بیولوژیکی استفاده می شود. زباله های ذرات درشت در فاضلاب معمولا توسط واحد جمع آوری زباله انجام می شود. این کار برای جلوگیری از گرفتگی لوله ها انجام می شود.زباله جمع کن ها با توجه به قطرات ذرات عبوری، دبی فاضلاب، pH فاضلاب دستی یا مکانیکی و شرایط محل در اندازه ها و ظرفیت های مختلف ساخته می شوند. EAAS سیستم لجن فعال را که دارای هوادهی گسترده است به عنوان یکی از بهترین روش ها برای هوادهی سیستم انتخاب می کند. دفع لجن یکی از معضلات تصفیه خانه های فاضلاب است و همین امر باعث شده تا سیستم لجن فعال بیشتر مورد توجه قرار گیرد. زیرا نسبت به سایر سیستم ها لجن کمتری تولید می کند.پس از استفاده از این سیستم ضد عفونی باید انجام شود. فرآیند ضد عفونی برای جلوگیری از ورود میکروب ها و بیماری ها به منابع آب انجام می شود.کیفیت فاضلاب بهداشتی
با توجه به منشاء تولید فاضلاب (فعالیت انسانی)، تقریباً در تمام دنیا کیفیت یکسانی دارد، پکیج تصفیه فاضلاب بهداشتی انسان حاصل ترکیب آب سیاه (توالت) و آب خاکستری (حمام کردن، شستن ظروف، شستن لباس، و غیره) در کشور. امکانات توسعه یافته این دو قسمت از یکدیگر جدا شده است تا مراحل تصفیه آسانتر انجام شود. اما در ایران هر دوی آنها وارد یک شبکه فاضلاب مشترک می شوند و باید به عنوان فاضلاب تحت سیستم تصفیه فاضلاب انسانی برخورد کنند.کیفیت فاضلاب به عواملی مانند سطح بهداشت، فرهنگ، رفاه و بسیاری از عوامل دیگر بستگی دارد که آنها را کمی متفاوت از یکدیگر می کند. اما همه آنها در محدوده محدودی از آلاینده ها هستند و می توان برای احداث واحد تصفیه فاضلاب به آنها مراجعه کرد.تحلیل کیفی فاضلاب انسانی در ایران در صورت عدم انجام آزمایش بر روی آن برای طراحی واحد سیستم پکیج تصفیه فاضلاب بهداشتی مطابق جدول زیر در نظر گرفته شده است.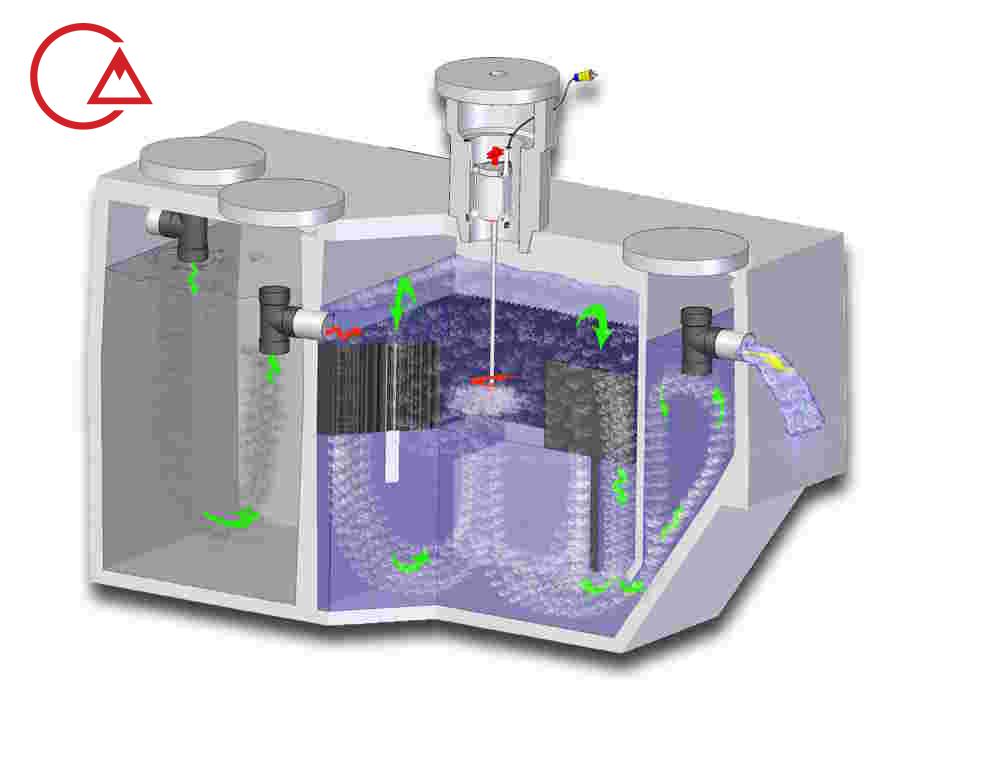
تولید سرانه فاضلاب بهداشتی
برای ساخت واحد تصفیه نیاز به تولید سرانه فاضلاب داریم. حجم فاضلاب تولیدی برای هر نفر در طول روز را سرانه تولید فاضلاب می گویند. سرانه تولید در همه جا یکسان نیست و به عوامل بسیاری مانند سطح بهداشت، فرهنگ، شرایط آب و هوایی، الگوی مصرف، کاربری اراضی و غیره بستگی دارد. میزان فاضلاب تولیدی یک مجتمع را نیز می توان از روی مصرف آب تخمین زد. صورت حساب در صورت در دسترس نبودن صورتحساب، این سرانه در مصارف مختلف در ایران طبق جدول زیر قابل برآورد است.ویژگی های سیستم تصفیه فاضلاب بهداشتی و انسانی
امروزه سیستم های تصفیه فاضلاب انسانی در تمامی کشورهای توسعه یافته و در حال توسعه و حتی کشورهای جنگ زده مانند افغانستان و عراق مورد استفاده قرار می گیرد. این کشورها مشتریان این سیستم های تولیدی شرکت های ایرانی هستند. مزایای دستگاه های تصفیه پکیج تصفیه فاضلاب بهداشتی انسانی عبارتند از:- کارایی مناسب و اخذ تاییدیه استاندارد سازمان حفاظت محیط زیست

مشخصات فاضلاب بهداشتی و خانگی
با توجه به ویژگی های فاضلاب و اهداف پکیج تصفیه فاضلاب بهداشتی، می تواند به ما کمک کند که از چه سیستم ها و فرآیندهایی برای تصفیه فاضلاب استفاده کنیم. بنابراین ابتدا باید مشخصات کیفی فاضلاب را با آزمایش نمونه های فاضلاب به دست آورد. خصوصیات کیفی فاضلاب عبارتند از:- خصوصیات فیزیکی
- ویژگی های شیمیایی
- خصوصیات بیولوژیکی

مشخصات شیمیایی فاضلاب
خصوصیات شیمیایی فاضلاب مربوط به مواد آلی، مواد معدنی و گازهای موجود در آن است. ترکیبات مواد آلی در پکیج تصفیه فاضلاب بهداشتی و صنعتی معمولاً ترکیبی از کربن، هیدروژن و اکسیژن و در برخی موارد همراه با نیتروژن است. مواد آلی فاضلاب به روش های مختلفی اندازه گیری می شود. مهمترین روشهای اندازه گیری عبارتند از:اکسیژن محلول را انجام دهید
اکسیژن در آب حل می شود که مورد نیاز گیاهان و حیوانات آبزی است. DO باید حداقل 5 پی پی ام باشد تا ماهی زنده بماند. آب سرد DO بیشتری دارد.BOD (بیوشیمیایی (بیولوژیکی) نیاز اکسیژن)این مقدار اکسیژنی است که میکروارگانیسم های هوازی برای تجزیه مواد آلی زیست تخریب پذیر به محصولات نهایی به آن نیاز دارند. این پارامتر به دما و زمان بستگی دارد. BOD مقدار اکسیژن مورد نیاز برای پایداری بیولوژیکی در آب است. اندازه تاسیسات تصفیه بیولوژیکی فاضلاب به ویژه میزان هوادهی فاضلاب در حوضچه های هوادهی را می توان بر اساس BOD محاسبه کرد. BOD فاضلاب تصفیه شده برای تخلیه به آب های سطحی و زیرزمینی باید کمتر از 20 میلی گرم در لیتر باشد.تقاضای اکسیژن شیمیایی COD
در این آزمایش میزان اکسیژنی که از نظر شیمیایی برای اکسید شدن مواد آلی و تبدیل آنها به CO2 و آب مورد نیاز است اندازه گیری می شود. برای این منظور از یک اکسید کننده قوی شیمیایی (مانند دی کرومات پتاسیم) در محیط اسیدی استفاده می شود. یک کاتالیزور سولفات آهن برای کمک به فرآیند اکسیداسیون استفاده می شود. CODتست برای اندازه گیری مواد آلی در فاضلاب صنعتی و پکیج تصفیه فاضلاب بهداشتی که حاوی ترکیبات سمی برای موجودات زنده هستند استفاده می شود. COD فاضلاب همیشه بالاتر از BOD آن است زیرا ترکیبات بیشتری از نظر شیمیایی اکسید می شوند و این پارامتر در واقع معیاری برای سنجش مواد آلی تجزیه پذیر و غیر قابل تجزیه است.
خصوصیات بیولوژیکی فاضلاب بهداشتی
خصوصیات بیولوژیکی فاضلاب که در تصفیه فاضلاب مهم است، در سه عنوان کلی مورد بحث قرار می گیرد:- گروه میکروارگانیسم های تصفیه کننده بیولوژیکی
- میکروارگانیسم های بیماری زا در فاضلاب
سوالات متداول
پکیج تصفیه فاضلاب بهداشتی ( تصفیه فاضلاب خانگی، تصفیه فاضلاب شهری) نوعی تصفیه فاضلاب است که هدف آن حذف آلاینده ها از فاضلاب برای تولید پساب مناسب برای تخلیه به محیط اطراف یا کاربرد مجدد مورد نظر است و در نتیجه از آلودگی آب جلوگیری می کند.
کارخانه های بسته بندی تاسیسات تصفیه از پیش ساخته شده ای هستند که برای پکیج تصفیه فاضلاب بهداشتی در جوامع کوچک یا در خصوصیات فردی استفاده می شوند.
سه مرحله اصلی فرآیند تصفیه فاضلاب وجود دارد که به درستی به عنوان تصفیه آب اولیه، ثانویه و سوم شناخته می شود. در برخی از کاربردها، تصفیه پیشرفته تری مورد نیاز است که به عنوان تصفیه آب چهارتایی شناخته می شود.
فاضلاب طوفان تصفیه نمی شود. مستقیماً به بدنه آب، آلاینده ها و همه می رود. یک پکیج تصفیه فاضلاب بهداشتی به تصفیه خانه فاضلاب می رود و در آنجا آب از طریق فرآیند پیچیده ای تمیز می شود و دوباره به آب رها می شود.
مراحل تصفیه فاضلاب بهداشتی
به طور کلی فاضلاب بهداشتی در سه مرحله زیر تصفیه می شود:تصفیه اولیه
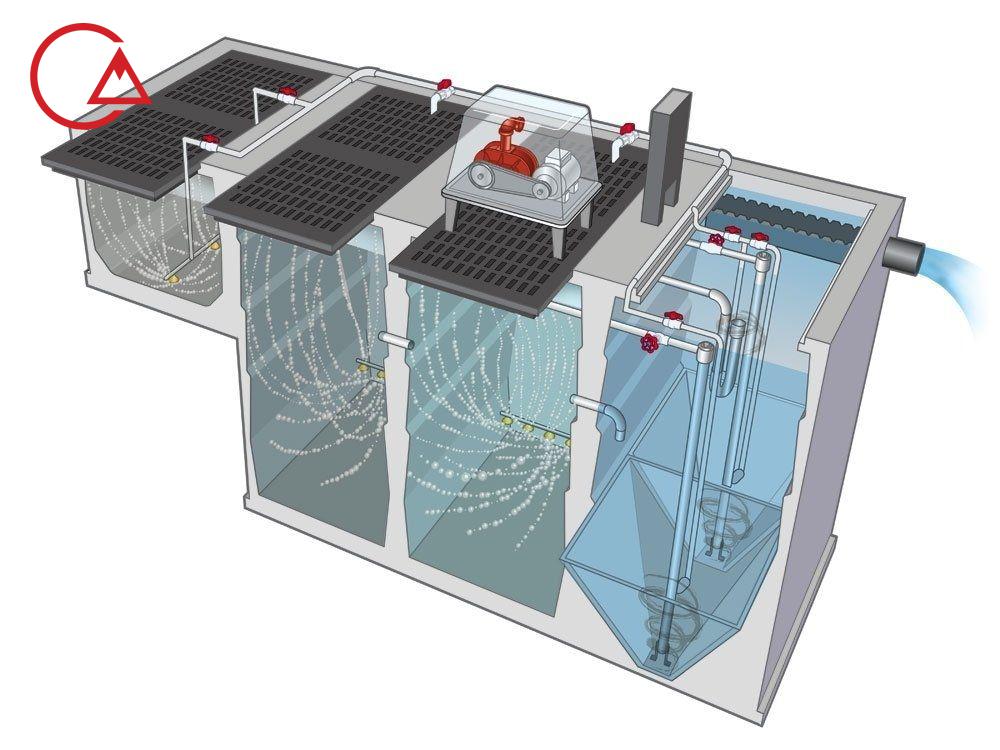
در مرحله اول پکیج تصفیه فاضلاب بهداشتی حدود 60-40 درصد ذرات جامد معلق حذف می شوند. در این مرحله از انواع صفحه نمایش نوار برای جداسازی اجسام شناور بزرگ و سنگین استفاده می شود. صفحه نمایش نوار، صفحه نمایش درام و صفحه نمایش باند را می توان در فرآیند غربالگری استفاده کرد. همچنین برای جداسازی ذرات معدنی سنگین مانند ماسه و سنگریزه و مواد دانه ای سنگین مانند دانه ذرت و بقایای بدن موجودات زنده باید از مخزن شن استفاده کرد که از دو نوع کانال با سرعت ثابت و کانال هوادهی پیوسته (Aerated) تشکیل شده است. طرح). دلایل استفاده از این دو فرآیند محافظت از تجهیزات مکانیکی در برابر سایش و جلوگیری از گرفتگی لوله ها و کاهش تجمع در مخزن اکولیزاسیون و سایر حوضه ها می باشد. پس از این دو فرآیند، ما مخازن ته نشینی اولیه را خواهیم داشت که ذرات به دلیل نیروی گرانش آنها در آنجا ته نشین می شوند. در این فرآیند به زمان ماندگاری نسبتاً بالایی نیاز داریم.درمان ثانویه
هدف از این مرحله تصفیه بیولوژیکی پساب حاصل از تصفیه اولیه توسط میکروارگانیسم های هوازی و بی هوازی است. در این مرحله بیش از 90 درصد مواد آلی تجزیه می شوند. این تصفیه می توان از دو فرآیند رشد معلق یا رشد پیوسته استفاده کرد که رایج ترین آنها استفاده از رشد معلق یا لجن فعال است. در فرآیند لجن فعال، از اکسیژن محلول در آب برای انتقال آلاینده های آلی از محلول به جامدات معلق (Bio Mass) استفاده می شود. لجن ته نشین و در این فرآیند به مخزن هوادهی برای نگهداری جمعیت میکروارگانیسم باز می گردد. لجن اضافی پس از فرآیندهای تغلیظ و هضم به عنوان کود برای مصارف کشاورزی استفاده می شود. به طور کلی، در این فرآیند، جامدات معلق و کلوئیدی که در رسوب اولیه جدا نشده اند جدا می شوند. در نهایت بیش از 95 درصد از آلاینده های آلی در این مرحله حذف می شوند.درمان پیشرفته
اگر آب خروجی از تصفیه فاضلاب ثانویه کیفیت مطلوب را نداشته باشد، باید از تصفیه فاضلاب پیشرفته استفاده کرد. هدف از این درمان جداسازی اجزایی مانند مواد مغذی، ترکیبات سمی و مقادیر زیاد مواد آلی و جامدات معلق است. حذف مواد معدنی (نمک های معدنی) با دو روش تبادل یونی و غشاهای نیمه تراوا مانند اسمز معکوس و همچنین حذف مواد آلی با دو روش جذب سطحی (معمولاً با استفاده از کربن فعال) و اکسیداسیون شیمیایی می باشد. در این مرحله از تصفیه گنجانده است. در نهایت مرحله گندزدایی را با استفاده از کلر، ازن و اشعه ماوراء بنفش برای حذف میکروارگانیسم های بیماری زا و بیماری زا در پکیج تصفیه فاضلاب بهداشتی داریم.پکیج تصفیه فاضلاب بهداشتی و خانگی
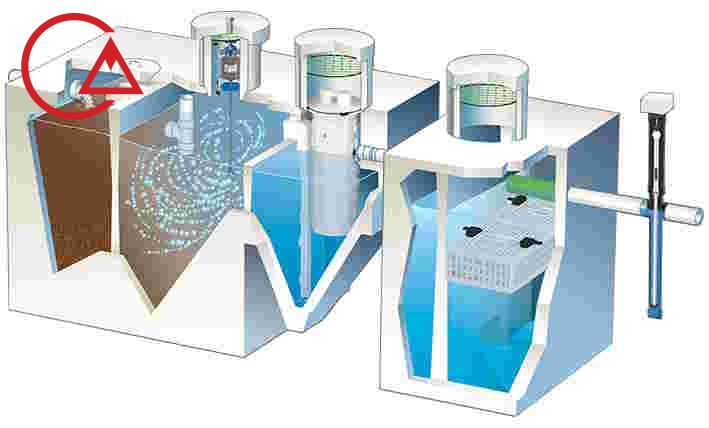
تامین آب بهداشتی یک نیاز اساسی است که سطح زندگی مردم را تحت تاثیر قرار می دهد. هنگامی که پکیج تصفیه فاضلاب بهداشتی جوامع کوچک بدون هیچ گونه تصفیه وارد محیط زیست می شود، خطراتی را برای سلامت انسان به همراه خواهد داشت. از سوی دیگر در بسیاری از مناطق امکان انتقال فاضلاب بهداشتی به تصفیه خانه های مرکزی شهری وجود ندارد و یا هزینه زیادی در بر خواهد داشت. بنابراین استفاده از پکیج های تصفیه فاضلاب بهداشتی مقرون به صرفه بوده و در بسیاری از موارد آب مورد نیاز منطقه برای آبیاری کشاورزی یا فضای سبز و حتی استفاده مجدد در منازل امکان پذیر خواهد بود. یک سیستم تصفیه فاضلاب غیرمتمرکز یا پکیج تصفیه فاضلاب بهداشتی ترکیبی از یک مخزن سپتیک، یک راکتور بی هوازی و یک فرآیند هوازی خواهد بود. برای مقرون به صرفه بودن، بازیافت و استفاده مجدد از فاضلاب در نقطه تولید می تواند مشکلات آب را تا حد زیادی حل کند.- غربالگری
- سنگ زنی
- حذف چربی
- تساوی
- درمان بیولوژیکی هوازی
